About 500 LPH Industrial Reverse Osmosis Plant
Shop Now to capitalise on top-drawer water purification with our 500 LPH Industrial Reverse Osmosis Plant. This praiseworthy system features a sought-after recovery rate of 50-55% and a robust salt rejection of 95%, ensuring reliably pure water even from sources up to 2000 ppm TDS. Equipped with 2-4 thin film composite membranes, a digital control panel, and a dependable multigrade filter pretreatment, this RO plant delivers high-value savings for your operation. Engineered with a powder coated steel frame and FRP material, it offers lasting performance and easy integration into any industrial setting. Perfect for dealers, distributors, retailers, and suppliers across India.
Versatile Industrial Applications and User Guidance
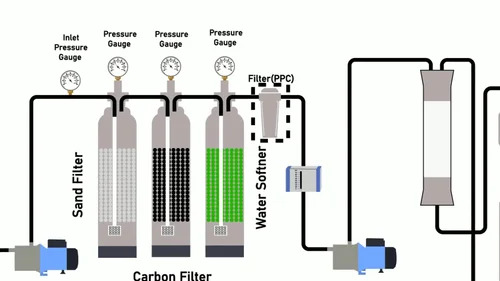
The 500 LPH Industrial Reverse Osmosis Plant is widely used as a primary water purification unit in various industries such as pharmaceuticals, food & beverages, textiles, and more. Directions of use are straightforward: simply connect the inlet to a consistent water source, and allow the automatic system and booster pump to manage the process. The plant is especially used for removing salts, iron, and turbidity to ensure water purity for sensitive and large-scale operations.
Sample Policy, Delivery & FOB Port Information
Outlay and logistics are tailored to ensure smooth supply and installation of the 500 LPH RO Plant. Samples may be available upon request for quality evaluation, subject to company policy. Standard delivery times are communicated at order confirmation, considering location and demand. We supply through reputed channels across India, with FOB dispatch typically at the nearest major port. Our streamlined logistics system guarantees timely and secure shipment to your destination.
FAQ's of 500 LPH Industrial Reverse Osmosis Plant:
Q: How does the 500 LPH Industrial Reverse Osmosis Plant work for water purification?
A: The plant uses reverse osmosis technology, forcing water through thin film composite membranes that remove up to 95% of dissolved salts, iron, and turbidity, resulting in highly purified water suitable for industrial uses.
Q: What types of industries can benefit from using this RO plant?
A: Industries such as pharmaceuticals, textiles, food and beverage, and electronics manufacturing commonly use this system for reliable water purification and high purity requirements.
Q: When can I expect delivery of the 500 LPH RO plant after placing an order?
A: Delivery times vary depending on stock, customization, and location, but you will receive a confirmed estimated date at the time of order placement.
Q: Where is the FOB port for shipping this product?
A: The FOB (Free On Board) port is typically the nearest major port in India, facilitating convenient and cost-effective international and domestic shipping.
Q: What is the process for installation and initial setup?
A: Installation involves connecting the plant to the water source, power supply, and ensuring the inlet TDS is within specifications. The digital control panel aids in testing and initiation, making the process user-friendly.
Q: What are the main benefits of using this industrial RO system?
A: Key benefits include high water recovery rates, excellent salt rejection, robust construction, automated operation, and suitability for a wide range of industrial applications, providing consistent and cost-effective water purification.







 Send Inquiry
Send Inquiry

